The details on measuring methods for bearings are prescribed in JIS B 1515-2.
This section outlines measuring methods for dimensional and running accuracy.
Dimensional accuracy
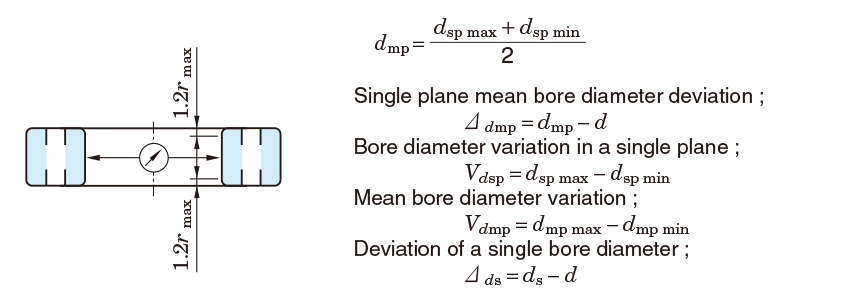
Bore diameter(d)Cylindrical bore bearings
Obtain the maximum value (dsp max) and the minimum value (dsp min) of the bore diameter (ds) acquired in a single radial plane. Obtain the single plane mean bore diameter (dmp) as the arithmetic mean value of the maximum value (dsp max) and minimum values (dsp min).
Bore diameter(d) Tapered bore bearings

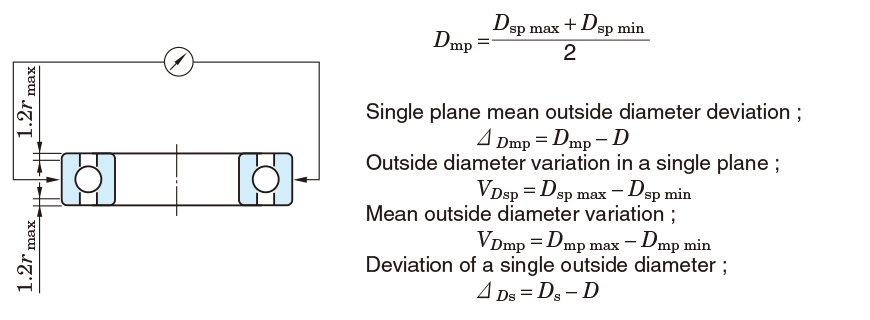
Outside diameter(D)
Obtain the single plane mean outside diameter (Dmp) as the arithmetical mean value of the maximum value (Dsp max) and the minimum value (Dsp min) of the outside diameters (Ds) acquired in a single radial plane.
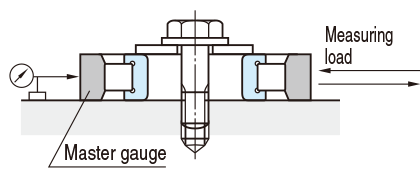
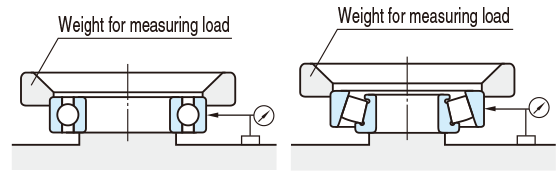
Roller set bore diameter(Fw)
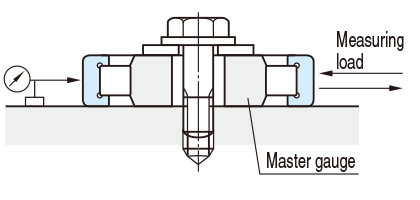
Deviation of the roller set bore diameter ;
ΔFw=(dG+δ1m)-Fw
Deviation of the minimum diameter of the roller set bore diameter ;
ΔFwmin=(dG+δ1min)-Fw
(dG)outside diameter of the master gauge
(δ1m)arithmetical mean value of the amount of movement of the outer ring
(δ1min)minimum value of the amount of movement of the outer ring
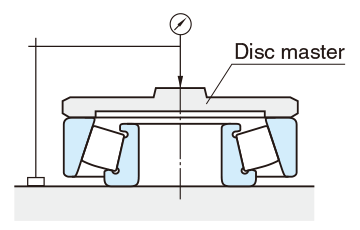
Roller set outside diameter(Ew)
Deviation of the roller set outside diameter ;
ΔEw=(DG+δ2m)-Ew
(DG)bore diameter of the master gauge
(δ2m)arithmetical mean value of the amount of movement of the master gauge
Inner ring width(B)
Deviation of a single inner ring width ;ΔBs=Bs-B
Inner ring width variation ;VBs=Bsmax-Bsmin
Outer ring width(C)
Deviation of a single outer ring width ;ΔCs=Cs-Cs
Outer ring width variation ;VCs=Csmax-Csmin
Assembled bearing width of tapered roller bearing(T)
Deviation of the actual bearing width ;ΔTs=Ts-T
Nominal effective width of tapered roller bearing(T1,T2)

Deviation of the actual effective width of inner sub-unit ;ΔT1s=T1s-T1
Deviation of the actual effective width of outer ring ; ΔT2s=T2s-T2
Nominal height of thrust ball bearing with flat back face(T,T1)
Deviation of the actual bearing height ;
ΔTs=Ts-T(single direction)
ΔT1s=T1s-T1(double direction)
Running accuracy
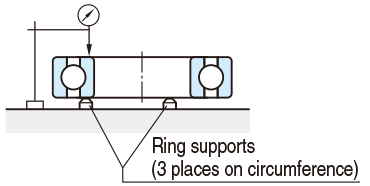
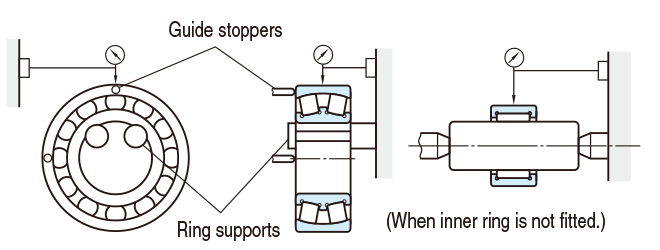
Radial runout of assembled bearing inner ring(Kia)

The radial runout of the inner ring (Kia) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the inner ring has been rotated through one rotation.
[Note]
The measurement of the radial runout of the inner ring of cylindrical roller bearings, machined ring needle roller bearings, selfaligning ball bearings and spherical roller bearings shall be carried out by fixing the outer ring with ring supports.
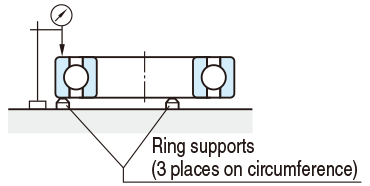
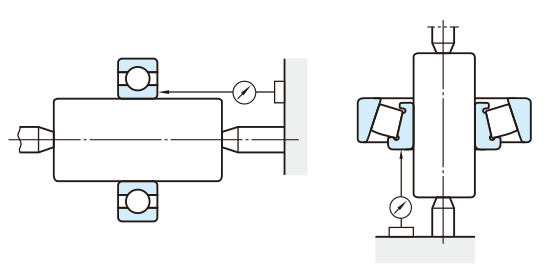
Radial runout of assembled bearing outer ring(Kea)
The measurement of outer ring runout (Kea) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the outer ring has been rotated through one rotation.
[Note]
The measurement of the radial runout of the outer ring of cylindrical roller bearings, machined ring needle roller bearings, self-aligning ball bearings and spherical roller bearings shall be carried out by fixing the inner ring with ring supports.
Axial runout of assembled bearing inner ring(Sia)
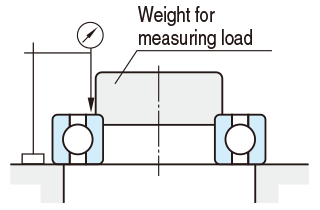
The axial runout of the inner ring (Sia) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the inner ring has been rotated through one rotation.
Axial runout of assembled bearing outer ring(Sea)
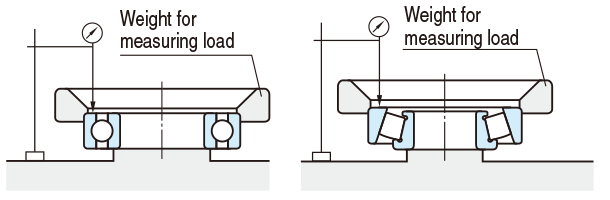
The axial runout of the outer ring (Sea) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the outer ring has been rotated through one rotation.
Perpendicularity of inner ring face with respect to the bore(Sd)
Perpendicularity of inner ring face (Sd) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the inner ring has been rotated through one rotation with the tapered arbor.
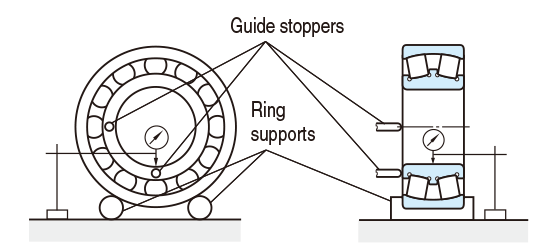
Perpendicularity of outer ring outside surface with respect to the face(SD)
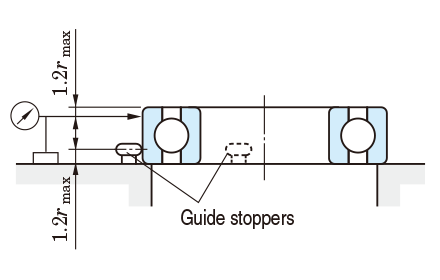
Perpendicularity of outer ring outside surface (SD) shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the outer ring has been rotated through one rotation along the guide stopper.
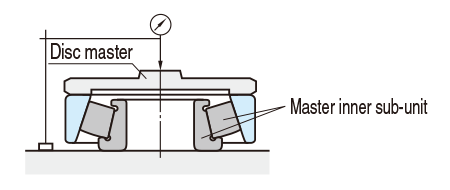
Shaft/central race raceway to back face thickness variation of thrust ball bearing with flat back face(Si)
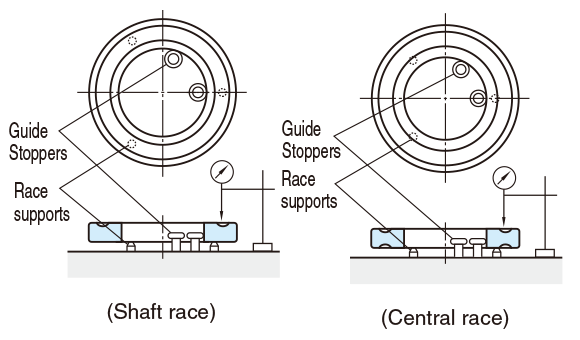
The measurement of the thickness variation (Si) of shaft race raceway track shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the shaft race has been rotated through one rotation along the guide stopper. For the central race, carry out the same measurement for the two raceway grooves to obtain the thickness variation of the raceway track (Si).
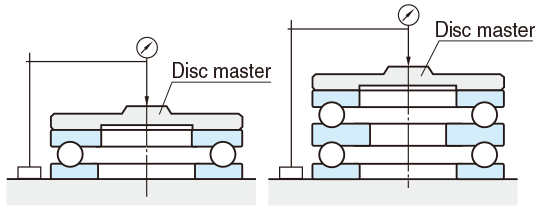
Housing race raceway to back face thickness variation of thrust ball bearing with flat back face(Se)
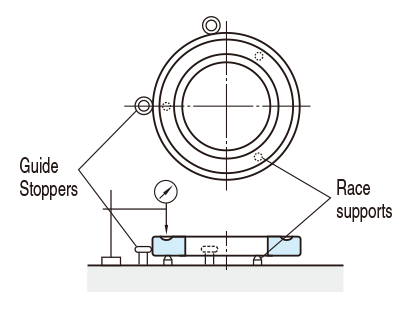
The measurement of the thickness variation (Se) of housing race raceway track shall be obtained as the difference between the maximum value and the minimum value of the readings of the measuring instrument, when the housing race has been rotated through one rotation along the guide stopper.