15-3-1 取付け前の注意事項
1) 軸受の準備
軸受はさび止め処理して包装されているので、取付け直前に包装を解くようにする。
また、軸受に塗布されているさび止め油は潤滑性能も良好なため、通常の用途の軸受やグリース封入軸受の場合には洗浄しないでそのまま使用する。しかし、計器用軸受や高速で使用する軸受の場合には、清浄な洗浄油を用いてさび止め油を除去する。この場合はさびが発生しやすいので長時間放置してはならない。
2) 軸及びハウジングの検査
軸及びハウジングを清浄にして、きずや機械加工によるかえりの無いことを確認する。
また、ハウジング内部にラップ剤(SiC,Al2O3など)、鋳物砂、削りくずなどが絶対残らないようにする。
次に、軸及びハウジングの寸法・形状・仕上げ程度が設計図どおりにできているかどうか確認する。
軸径及びハウジング内径は図 15-1、 15-2に示すように数箇所の位置で測定する。
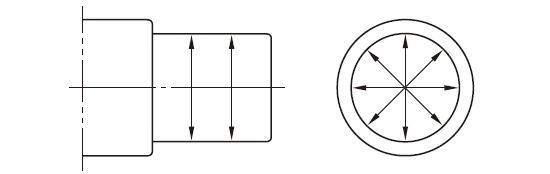
図 15-1 軸径の測定位置
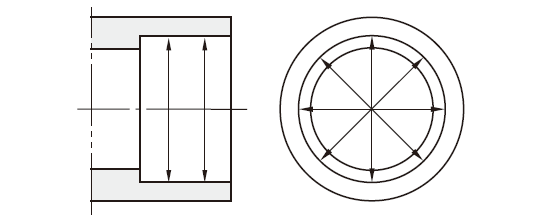
図 15-2 ハウジング内径の測定位置
その他、軸及びハウジングの隅の丸みの寸法や肩の直角度についても十分検査する。
検査に合格した軸及びハウジングに軸受を組込むときには、その直前にそれぞれのはめあい面にマシン油を塗布しておくとよい。
15-3-2 軸受の取付け方法
軸受の取付け方法は軸受の形式やはめあい条件によって異なる。
一般には、軸回転の場合が多いので、内輪にはしまりばめ、外輪にはすきまばめを適用するが、外輪回転の場合は、外輪をしまりばめにする。
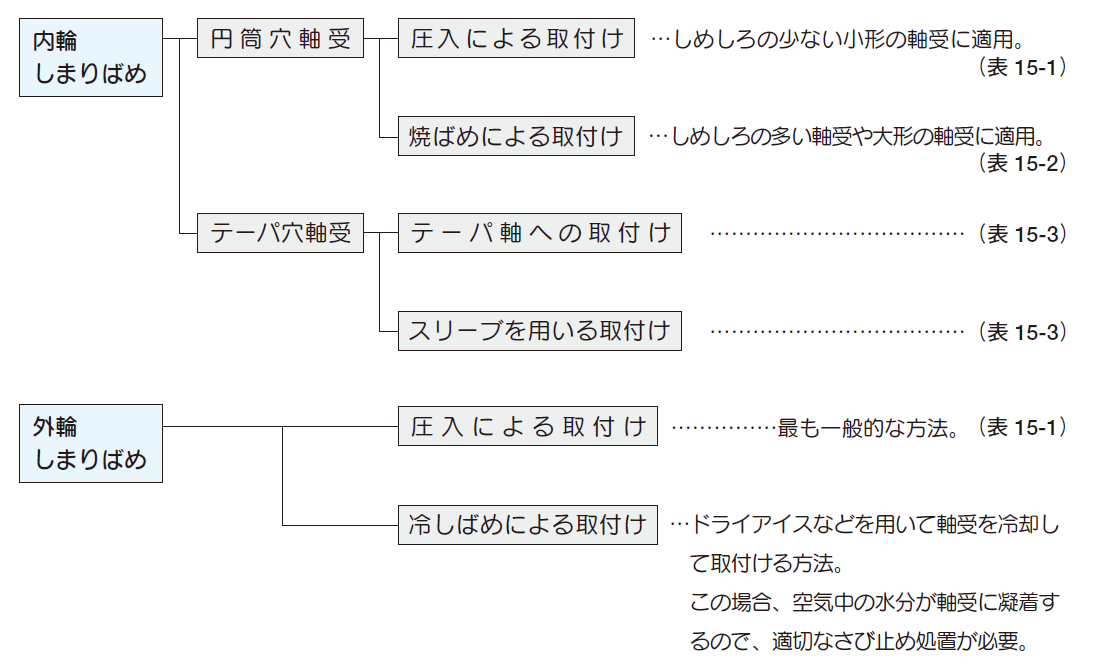
軸受をしまりばめで取付ける方法を大きく分類すると次のようになり、それぞれの取付け方法の詳細を次の表に示す。
『表 15-1 円筒穴軸受の圧入による取付け』
『表 15-2 円筒穴軸受の焼ばめによる取付け』
『表 15-3 テーパ穴軸受の取付け』
『表 15-4 テーパ穴自動調心ころ軸受の取付け』
参考軸受の圧入又は引抜きに要する力
軸受内輪の圧入又は引抜きに要する力は、しめしろや軸の仕上げ程度によって異なるが、その目安値は次式によって求めることができる。
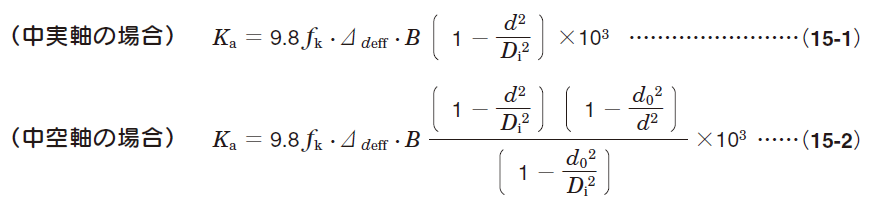
式(15-1)、(15-2)において、
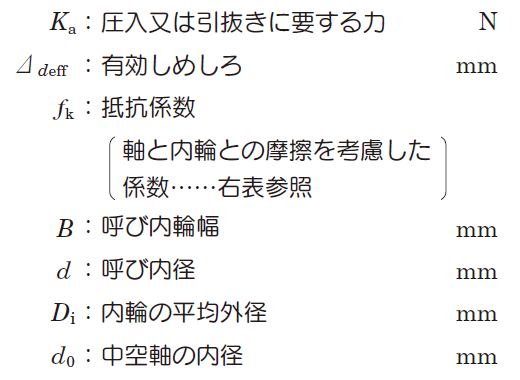
抵抗係数ƒkの値
| 条件 | ƒk |
|---|---|
|
4 |
|
6 |
|
5.5 |
|
4.5 |
|
10 |
|
11 |
表 15-1 円筒穴軸受の圧入による取付け
| 圧入の方法 | 解説 |
|---|---|
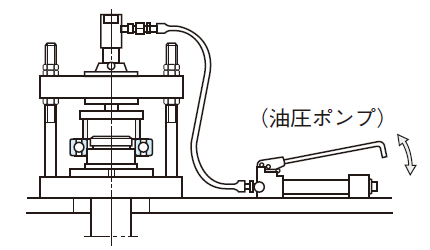
(a)プレスの利用(最も一般的) 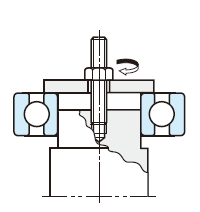
(b)ボルトとナットの利用(軸端にねじ穴が必要。) 
(c)ハンマの利用(やむを得ない場合に用いる。) |
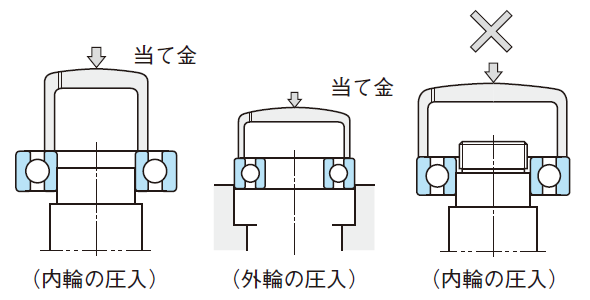
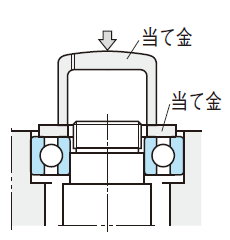
(内輪・外輪の同時圧入) |
表 15-2 円筒穴軸受の焼ばめによる取付け
| 焼ばめの方法 | 解説 |
|---|---|
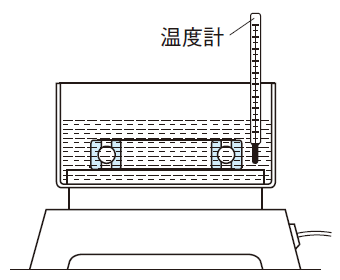
(a)油浴で加熱 
(b)誘導加熱装置 |
 (注意事項)
|
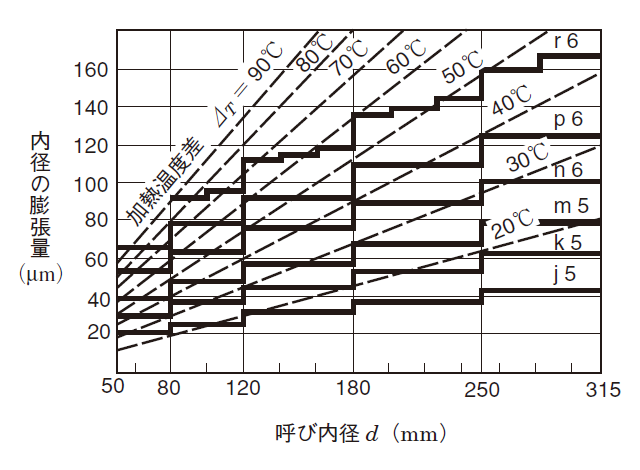
図 15-3 加熱温度と軸受内輪の膨張量
〔備考〕
- 太い実線は常温における軸受(0級)と軸(r6,p6,n6,m5,k5,j5)との最大しめしろ値を示す。
- 従って、この最大しめしろ値よりも大きい「内輪の膨張量」を得られるように加熱温度を決めればよい。
(例えば、内径90mmで0級の軸受をm5の軸に取付ける場合、このときの最大しめしろ値48μmより大きい膨張量を得るためには図より、室温+40℃になるように加熱すればよいことがわかる。しかし、実際には取付け作業中の冷却も考慮して、さらに20~30℃高く加熱しておくとよい。)
表 15-3 テーパ穴軸受の取付け
| 取付け方法 | 解説 |
|---|---|
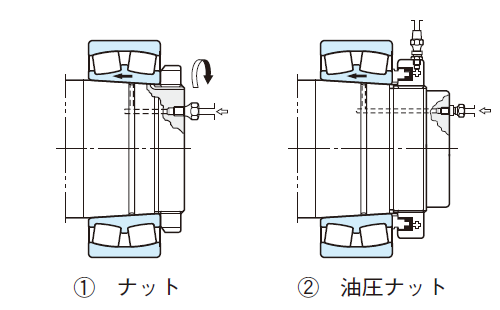
(a)テーパ軸への取付け 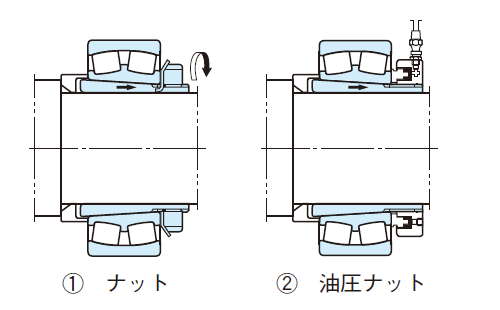
(b)アダプタによる取付け 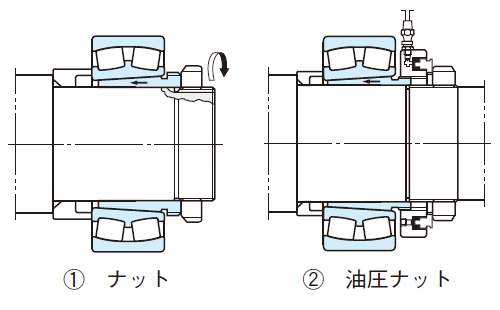
(c)取外しスリーブによる取付け 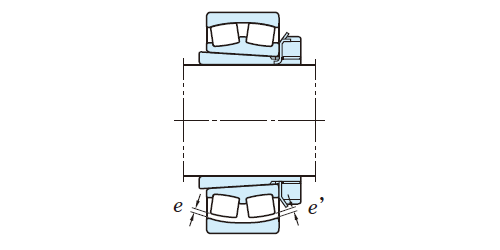
(d)すきまの測定 |
(クランプによる軸受の位置決め)
すきまの減少量はすきまゲージを用いて調べる。その測定は、ころを正しい位置に落着かせて、ころと外輪との間にゲージを差込んで行えばよいが、両列のすきまの値がほぼ等しく(e≒e')なるようにする。
|
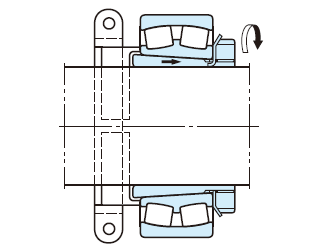
表 15-4 テーパ穴自動調心ころ軸受の取付け
| 呼び内径 d mm |
ラジアル内部 すきまの 減少量 µm |
軸方向の押込み量 mm | 必要最小残留すきま µm | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| テーパ1/12 | テーパ1/30 | C Nすきま | C 3すきま | C 4すきま | ||||||
| を超え | 以下 | 最小 | 最大 | 最小 | 最大 | 最小 | 最大 | |||
| 24 | 30 | 15 | 20 | 0.27 | 0.35 | - | - | 10 | 20 | 35 |
| 30 | 40 | 20 | 25 | 0.32 | 0.4 | - | - | 15 | 25 | 40 |
| 40 | 50 | 25 | 35 | 0.4 | 0.5 | - | - | 20 | 30 | 45 |
| 50 | 65 | 30 | 40 | 0.45 | 0.6 | - | - | 25 | 35 | 55 |
| 65 | 80 | 35 | 50 | 0.55 | 0.75 | - | - | 35 | 40 | 70 |
| 80 | 100 | 40 | 55 | 0.65 | 0.85 | - | - | 40 | 50 | 85 |
| 100 | 120 | 55 | 70 | 0.85 | 1.05 | 2.15 | 2.65 | 45 | 65 | 100 |
| 120 | 140 | 65 | 90 | 1.0 | 1.2 | 2.5 | 3.0 | 55 | 80 | 110 |
| 140 | 160 | 75 | 100 | 1.1 | 1.35 | 2.75 | 3.4 | 55 | 90 | 130 |
| 160 | 180 | 80 | 110 | 1.2 | 1.5 | 3.0 | 3.8 | 60 | 100 | 150 |
| 180 | 200 | 90 | 120 | 1.4 | 1.7 | 3.5 | 4.3 | 70 | 110 | 170 |
| 200 | 225 | 100 | 130 | 1.55 | 1.85 | 3.85 | 4.6 | 80 | 120 | 190 |
| 225 | 250 | 110 | 140 | 1.7 | 2.05 | 4.25 | 5.1 | 90 | 130 | 210 |
| 250 | 280 | 120 | 160 | 1.8 | 2.3 | 4.5 | 5.75 | 100 | 140 | 230 |
| 280 | 315 | 130 | 180 | 2.0 | 2.5 | 5.0 | 6.25 | 110 | 150 | 250 |
| 315 | 355 | 150 | 200 | 2.3 | 2.8 | 5.75 | 7.0 | 120 | 170 | 270 |
| 355 | 400 | 170 | 220 | 2.5 | 3.1 | 6.25 | 7.75 | 130 | 190 | 300 |
| 400 | 450 | 190 | 240 | 2.8 | 3.4 | 7.0 | 8.5 | 140 | 210 | 330 |
| 450 | 500 | 210 | 270 | 3.1 | 3.8 | 7.75 | 9.5 | 160 | 230 | 360 |
| 500 | 560 | 240 | 310 | 3.5 | 4.3 | 8.75 | 10.8 | 170 | 260 | 370 |
| 560 | 630 | 260 | 350 | 3.9 | 4.8 | 9.75 | 12.0 | 200 | 300 | 410 |
| 630 | 710 | 300 | 390 | 4.3 | 5.3 | 10.8 | 13.3 | 210 | 320 | 460 |
| 710 | 800 | 340 | 430 | 4.8 | 6.0 | 12.0 | 15.0 | 230 | 370 | 530 |
| 800 | 900 | 370 | 500 | 5.3 | 6.7 | 13.3 | 16.8 | 270 | 410 | 570 |
| 900 | 1000 | 410 | 550 | 5.9 | 7.4 | 14.8 | 18.5 | 300 | 450 | 640 |
〔備考〕
上表のラジアル内部すきまの減少量はCNすきまの軸受を中実軸に取付ける場合の値を示す。
C3すきまの軸受の場合は上表の最大値を目安にすればよい。